
ПРОИЗВОДСТВА ПРЕЦИЗИОННЫХ МЕХАНИЧЕСКИХ УСТАНОВОК И ОБОРУДОВАНИЯ АВТОМАТИЗАЦИЯ

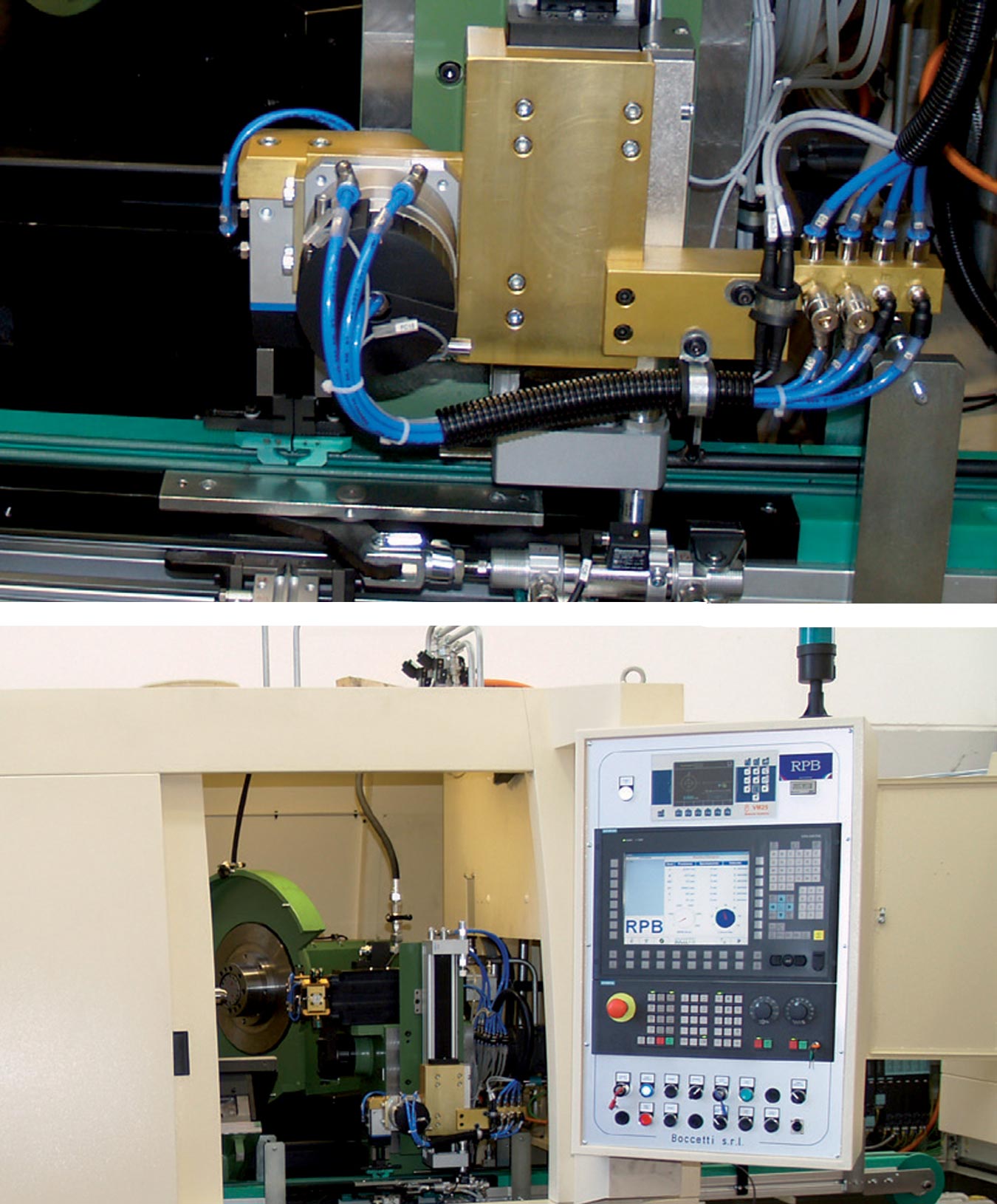
Все двигатели являются цифровыми сервомоторами.
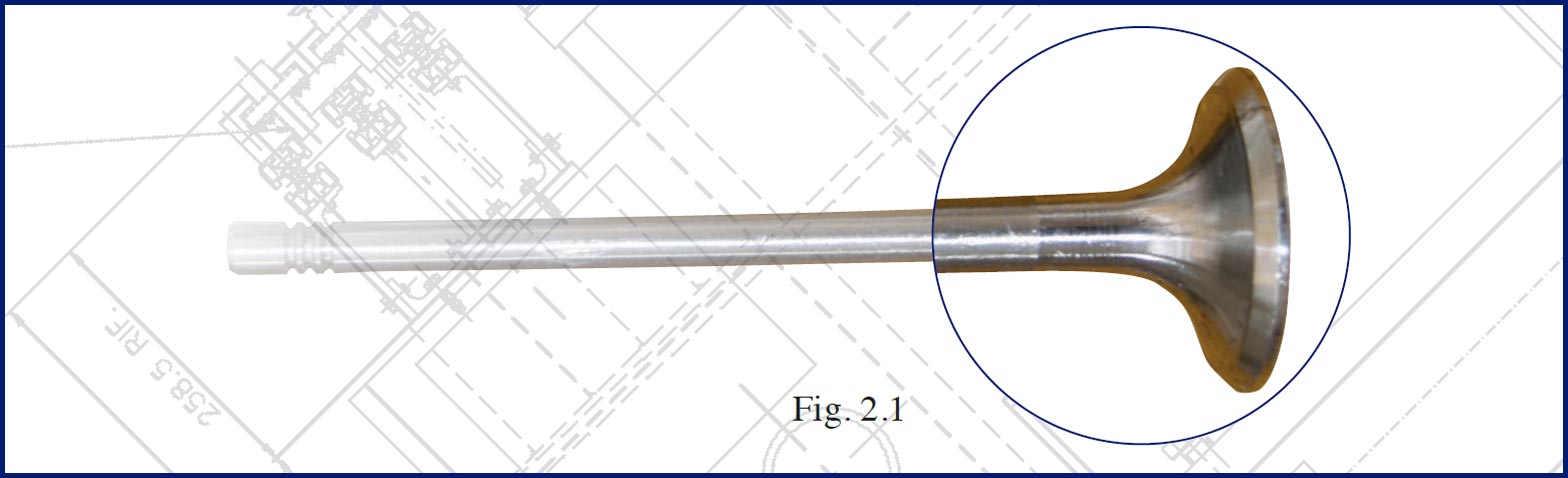
Большая гибкость RPB позволяет вам обрабатывать широкий ассортимент клапанов различной длины, диаметра головки, диаметра штока и разного угла седла с очень быстром временем изменения типа. Используемый круг диам. 610 мм.
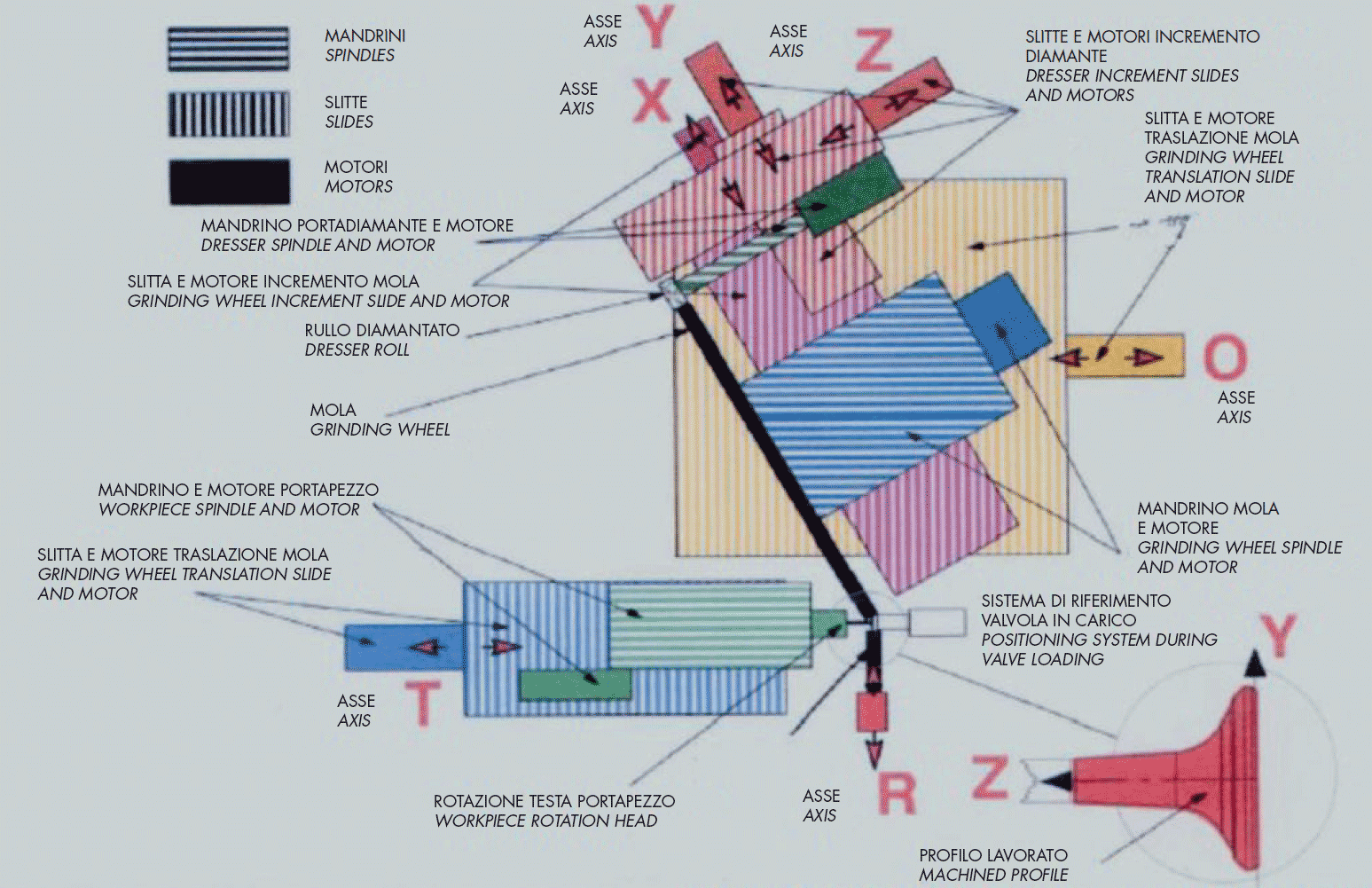
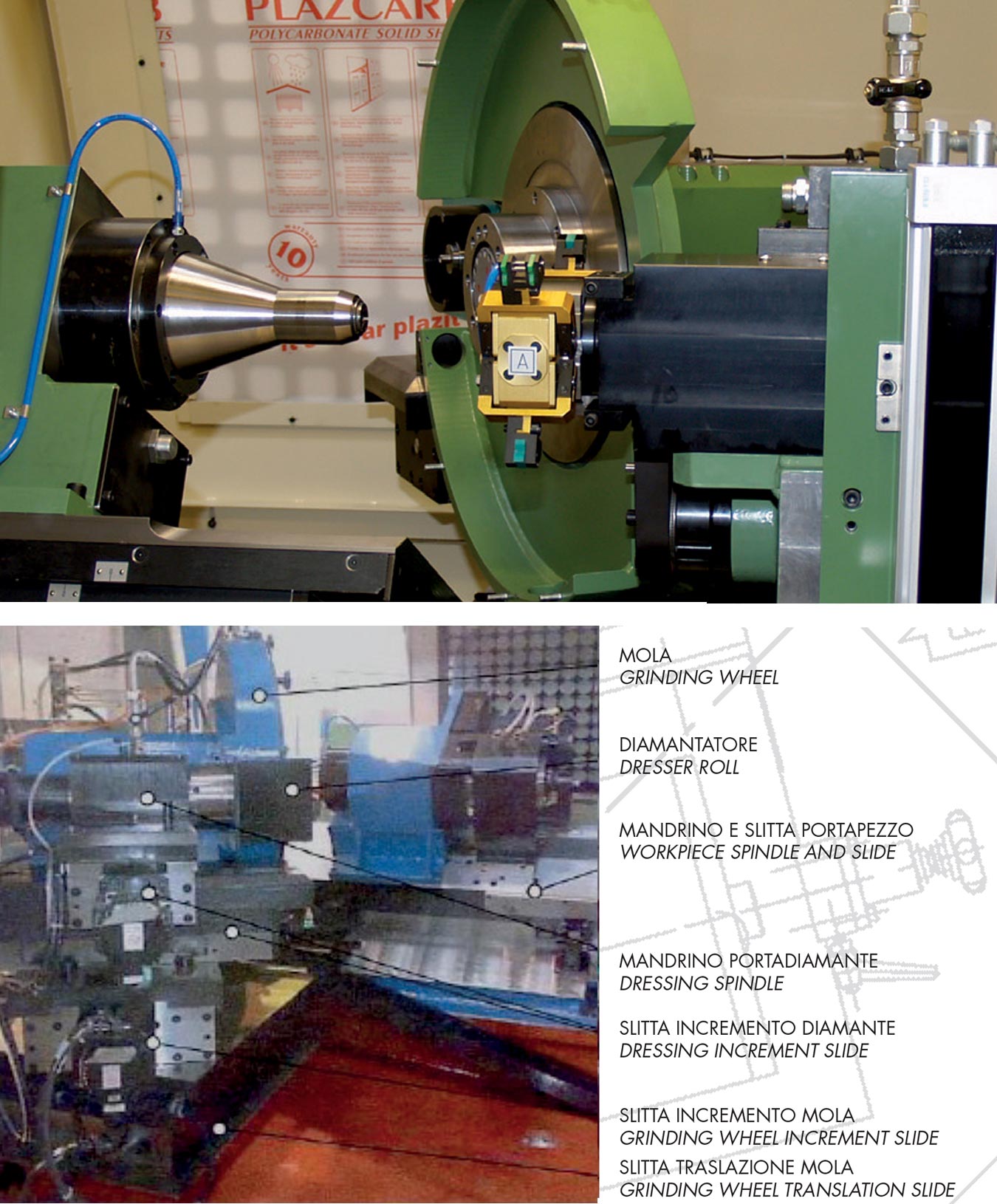
После загрузки клапан удерживается вращающимся держателя зажимом шпинделя, узел которого перемещается на ползунок для погрузки и разгрузки (ось T). Шлифовальный и алмазный агрегат монтируется на направляющем салазке шлифовального круга, который небольшим движением параллельно заготовке позволяет регулировать и оптимизировать положение шлифовального круга/клапана. Шлифовальный круг вращается с помощью электрошпинделя, установленного на каретке, которая скользит по салазкам приращения шлифовального круга.
Ось скольжения направляющего выступа шлифовального круга смонтирован под углом 60’ к оси клапана. Алмазный шлифовальный круг достигается алмазным роликом, установленным на двух салазках с независимыми ортогональными движениями, способными создать нужный профиль. В целом поперечные алмазные салазки устанавливается на салазки приращения шлифовального круга. Загрузочное устройство захватывает клапаны с конвейера на петлях, поднимая их вверх, к высоте головки держателя, где будут взяты из суппортов вращающегося челнока, который выравнивает их в оси с головкой держателя. На выходе обрабатываемый клапан захватывается открытым зажимом, и подается на конвейер на выходе.
Во время обработки головка клапана прижимается к шлифовальному кругу двумя твердосплавными пластинами для компенсации тяги шлифовального круга. Это устройство называется Группа Реакции Головки.
Шлифовальная головка установлена на направляющем салазке, что обеспечивает движение приближения к клапану и движение увеличения для шлифования.
На этих же салазке установлены салазки с алмазным инкрементом и алмазный шпиндель
| ТЕХНИЧЕСКИЕ ДАННЫЕ | ||
|---|---|---|
| . | единица меры | параметры |
| Размер клапана: диаметр головки диаметр штока длина |
мм. | 20 - 60 4,5 - 12 70 - 200 |
| Время цикла | шт/час | 400 |
| Размер шлифовального круга/td> | мм. | 610 x 44 x 203,4 |
| Периферийная скорость макс. | м/сек | 100 |
| Мощность электрошпинделя шл. круга | кВ | 30 |
| Напряжение питания | В/Гц | 400В 50Гц 3pH |
| Воздух | Вес | 5 - 6 |
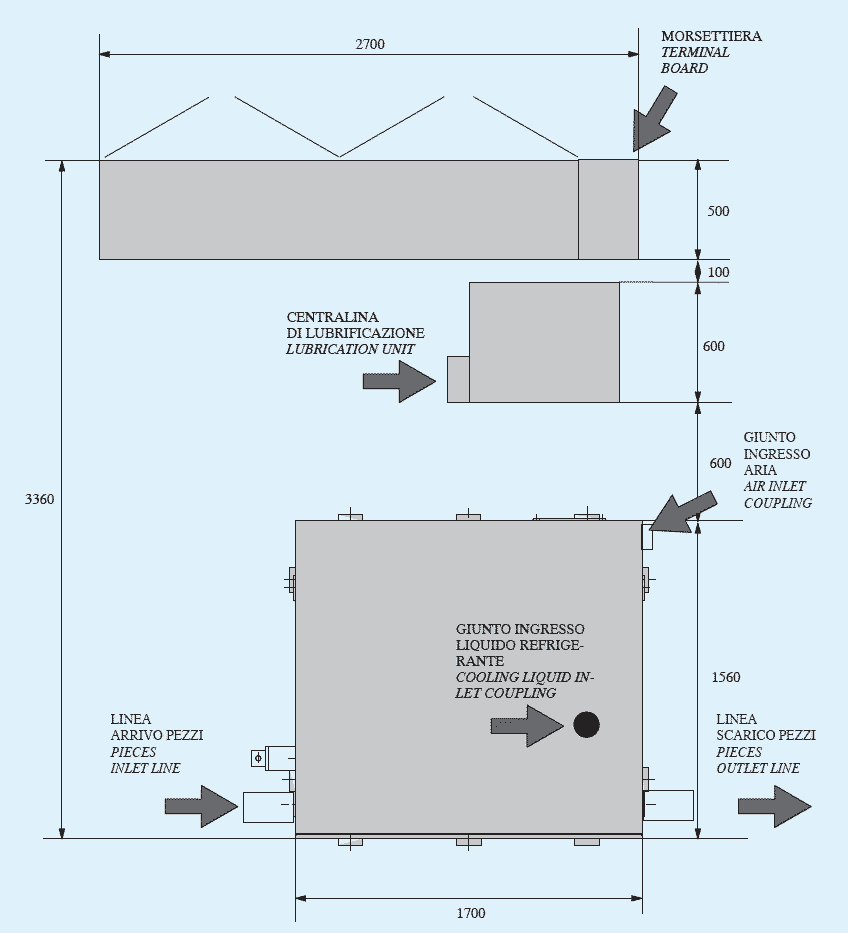
| Размеры (высота 2100 мм) | мм. | 2200 x 1860 |
| Peso macchina | кг. | 6500 |



.png)
