
PRECISION MECHANICAL CONSTRUCTION AND EQUIPMENT INDUSTRIAL AUTOMATION

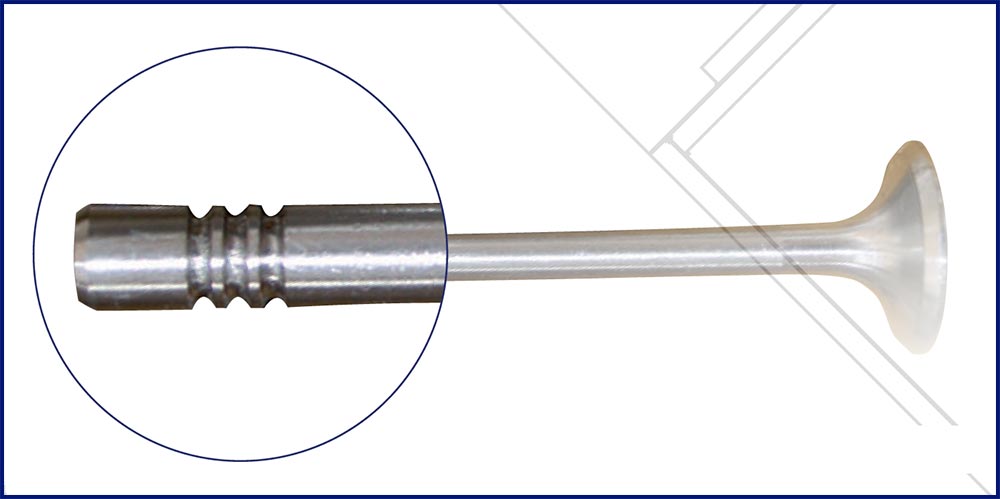
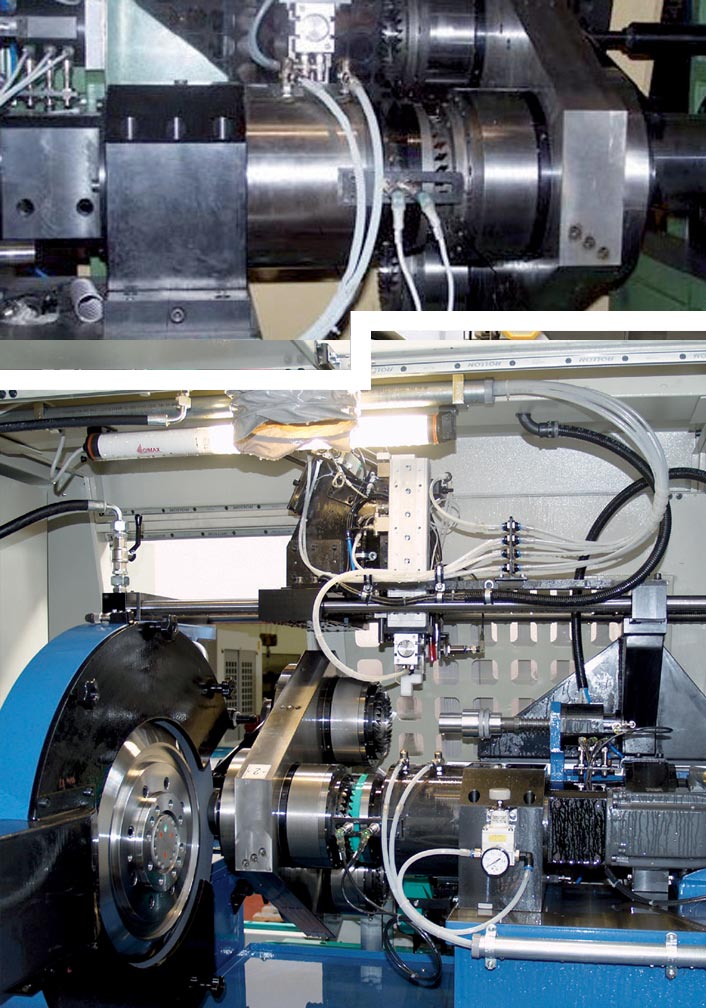
The RCB flexibility allows to machine engine valves of different stem sizes and grooves type with a very fast setup time. The grinding wheel has a Ø 610 mm.
The CNC control unit is placed on the right side of the grinding machine. For the staff’s safety the machine is fully protected by accident-prevention guards. The front side of the machine has an armored sliding door and a similar window is placed on the rear. The side panels have metal doors with keys and electric safety lock. The valves are coming in from the upper side of the grinder. A gravity loader charges the 3 position rotating table, which inserts the valve into the workpiece spindle. After machining the valve is downloaded on the chute and then to the conveyor placed on the left side of the grinder. The grinding wheel head is assembled on the increment slide, which grants the approaching motion to the valve and the increment motion for the grinding operation. On the same slide are also assembled the slides for the dressing increment and the dresser spindle.
Coming from gravity loader, the valve is introduced into a collet of the three available in the rotating table and it is set in rotation by a spindle driven by digital brushless motor.
The table rotates 120° to be aligned with the workpiece head. The workpiece head moves forward and engages with the collet of the rotating table by a toothed joint.
The grinding of the grooves area is performed. The workpiece head is released and moves backward. The table rotates 120° reaching the unloading position.
The valve is ejected and put on the outlet slipway.

| TECHNICAL FEATURES | ||
|---|---|---|
| . | unit of measure | value |
| Valve size: head diameter stem diameter length |
mm. | 20 - 60 4,5 - 12 75 - 200 |
| Cycle time | pz/h | 700 |
| Grinding wheel sizes | mm. | 610 x 25 x 203,4 |
| Grinding wheel max speed | mt./sec. | 100 |
| Grinding wheel spindle power | kW | 30 |
| Power supply | V/Hz | 400V 50Hz 3pH |
| Air supply | bar | 5 - 6 |
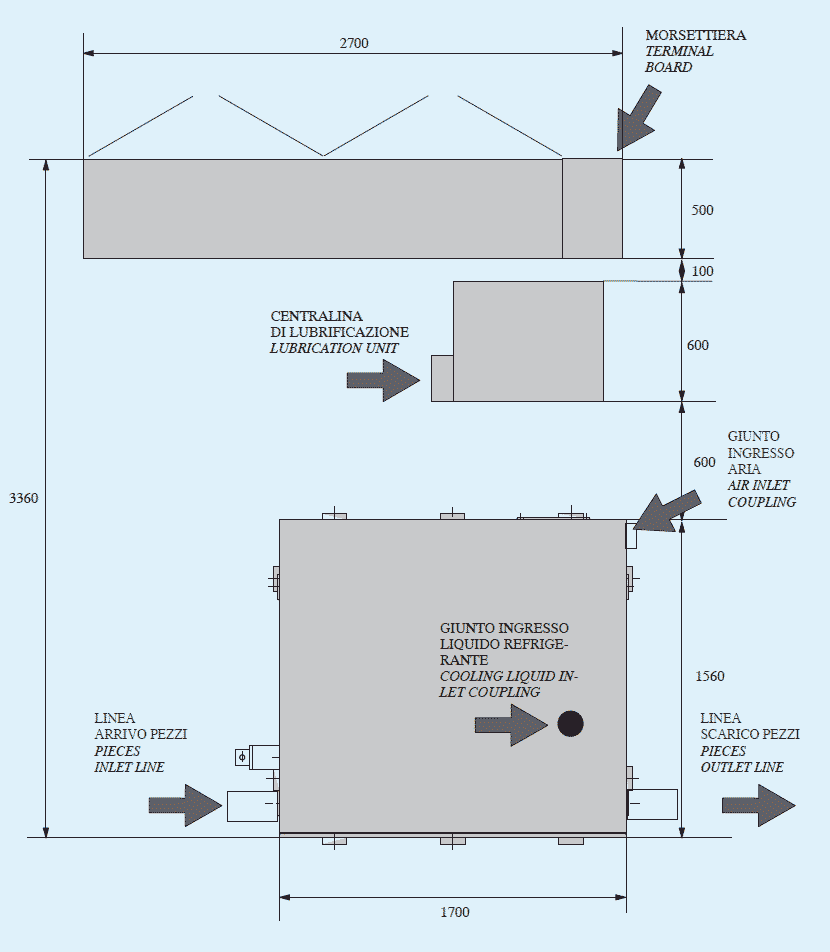
| Floor space (x height 2100 mm.) | mm. | 2200 x 1860/td> |
| Machine weight | kg. | 6000 |

.png)


